


过程分析
监测酿造过程
监测酿造过程
啤酒的风味和质量在很大程度上取决于水的质量。可通过 pH 和电导率测量确定水质。
在全球化趋势影响下,啤酒厂面临着巨大的竞争压力。确保啤酒品质始终如一,是啤酒厂立足于市场的关键所在。
使用分析测量技术有助于确保品质,同时优化过程控制。
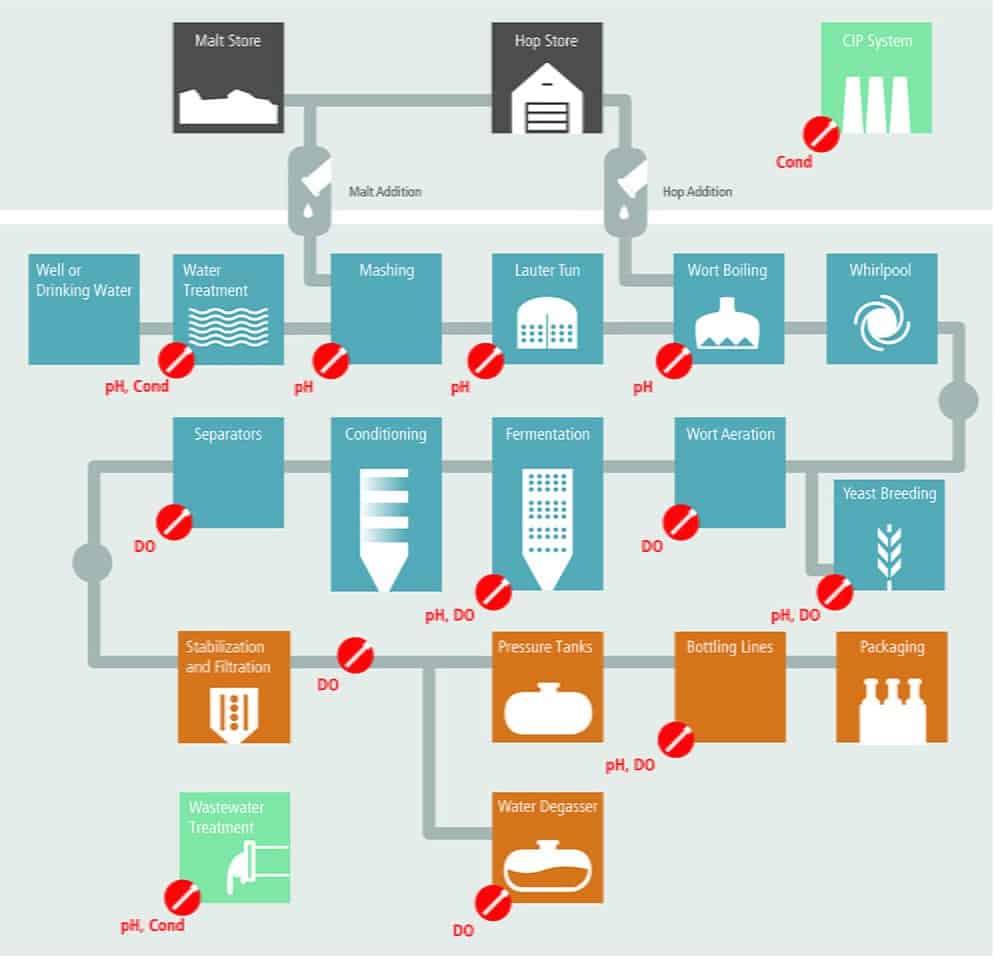
糖化过程中淀粉糖转化高度依赖于 pH
pH 测量在后续过程中也发挥着重要作用:在糖化罐中将酿造水与碾碎的麦芽混合之后,酶将所含的淀粉转化为麦芽糖。该过程高度依赖于 pH,并在 pH 5.4 和 5.6 之间的范围内进行。在随后的麦汁煮沸过程中,加入啤酒花控制啤酒的风味和保质期,确定原麦汁含量并且降低 pH 值。pH 传感器 SE555 可以用过热蒸汽灭菌,而且具有生物相容性,因此非常适合于监控此类过程。
氧测量 – 可靠过程控制的关键
之后在旋流中分离出浑浊物质(未溶解的啤酒花成分和析出的蛋白质),并向麦汁中加入酵母和氧,以启动真正的酒精发酵。对酵母有极其严格的规定。为了确保最佳品质,需要在监测 pH 值和溶解氧含量的情况下进行酵母选育。由于后者决定发酵过程中的酵母活力和风味形成,因此氧测量对于可靠的过程控制至关重要。这里采用卫生不锈钢设计的氧传感器 SE706,确保可靠的在线测量。
随后当麦汁在储罐中成熟为生啤酒时,低氧含量可维持啤酒风味。此外,连续进行氧测量,还可及时发现储罐中的泄漏部位。在进行灌装之前,过滤啤酒并将其存放在压力罐中。为了确保风味和防止氧化,还必须遵守最大氧浓度的限值。有些大型啤酒厂使用脱气水进行稀释来调整啤酒的精确酒精含量。通过测量溶解氧来检查脱气情况。这同样适用于灌装,出于保质期和风味方面的考虑,氧浓度通常必须保持在 25 ppb 以下。
CIP:利用电感式电导率测量定量加入冲洗介质
为了在食品生产过程中遵守严格的卫生规定,会在 CIP 过程中清洗设备,并在 65 °C 左右的温度下交替用烧碱溶液和酸(通常是硝酸)冲洗设备。使用 SE680 传感器进行电感式电导率测量,据此控制 CIP 介质的浓度(增浓)。对清洗后的过程管道进行最终冲洗时,使用 SE605 H 传导式电导率传感器验证是否已完全去除冲洗介质。
处理啤酒厂废水
Memosens 技术也可用于处理啤酒厂废水,例如 pH 传感器 SE554、在严重污染介质中测量感应电导率的高耐化性传感器 SE655 或者稳定耐用的氧传感器 SE715。由于在处理啤酒厂废水时要考虑到污染负荷增加,建议在相关测量回路中使用自动清洁系统。
投资回报
- Memosens 传感器采用无接触的电感式插接系统,在啤酒厂的潮湿环境中以及在设备清洗过程中,能确保无与伦比的测量可靠性和质量。
- 可靠精确的测量是实现产品高质量的重要基础,有助于长期确保消费者看重的品牌特征。
- 通过延长传感器寿命降低成本:Memosens 检测 CIP/SIP 循环次数,并提供维护间隔建议,以便延长传感器的使用寿命。
相关产品
相关工业和应用



最新博客文章

3月 2025
Process Analytics
带 CondCheck 功能的电导率传感器 SE605H


2月 2024
Process Analytics
Uniclean 700 Series - Modular control system for automated sensor cleaning

12月 2023
Company
|Interface Technology
|Process Analytics
Knick Austria - direct customer contact in Austria from 2024

4月 2023
Process Analytics
Robust WA111 Retractable Fitting Made of Plastic for Highly Corrosive Operating Conditions

4月 2023
Process Analytics
成功的聯合專案: 尼克公司開發了特殊的塞拉馬特 WA 155 可伸縮配件, 用於 SOPAT 的光學探頭

4月 2023
Process Analytics
pH and conductivity measurement in vaccine production

4月 2023
Process Analytics
Sturdy 2-Electrodes Conductivity Sensor SE625 with Coaxial Electrodes made of Titanium

1月 2023
Process Analytics
Sensor Adapter with Lock Function Enables Safe and Thorough Cleaning

11月 2022
Process Analytics
Up to six Sensors on one Transmitter Protos II 4400 via Modul MSU4400-180

8月 2022
Process Analytics
ACHEMA 2022 - Knick at the world forum for the process industry

6月 2022
Process Analytics
Combined pH- and ORP-Sensor SE555X/*-AMSN
4月 2022
Process Analytics
MemoTrans MT201N: 适用于 Memosens 传感器的超紧凑型变送器

2月 2022
Process Analytics
ProgaLog 4000 电脑端参数设置工具

2月 2022
Process Analytics
采用 Profinet 技术的新型 Stratos Multi E461N 变送器

1月 2022
Process Analytics
Memosens 2.0: Evolution of digital data transfer

11月 2021
Process Analytics
SE655X 数字式和 SE656X 数字式 - 具有防爆认证的数字式电导率传感器

11月 2021
Process Analytics
ILMAC 2021 in Basel - Trade Show Review by Knick Schweiz AG

10月 2021
Process Analytics
Stratos Multi E401X - 用于易爆区域的多参数变送器

5月 2021
Process Analytics
使用配备 EtherNet/IP 协议的 Stratos Multi E471 进行过程优化

5月 2021
Process Analytics
新型数字式电导率传感器 SE656N

3月 2021
Process Analytics
Transmitter for the process industry with PROFINET module

7月 2020
Process Analytics
适合移动应用场景的高品质浸入式连接件

7月 2020
Process Analytics
导电版模块化浸入式连接件

4月 2020
Process Analytics
New multiparameter transmitter Stratos Multi

2月 2018
Process Analytics
How to get the sensor into the process

4月 2017
Process Analytics
Powerful compact analyzer boosts performance while reducing costs

2月 2017
Process Analytics
High-Precision Conductivity Measurement at Extreme Temperature Differences

11月 2016
Process Analytics